板金筐体向けの精密板金加工の設計・製作におけるポイント
板金筐体とは
板金筐体とは、鉄やアルミなどの金属素材を用いて作られた筐体のことです。筐体は「ボックス」、「ケース」、「ラック」、「ハウジング」、など様々な呼び方があります。
板金加工は、精密加工のしやすさから医療、産業、通信機器などで多く使われています。
板金筐体内の機器や装置を保護することが板金筐体の役割ですが、現在では「コスト」や「短納期」、「高品質」これらの両立など、様々な付加価値が求められています。
そこで本記事では、板金筐体において「低コスト」、「短納期」、「高品質」を実現するためのポイントについて、ご紹介します。
板金筐体製作におけるコスト管理
精密板金加工にかかわらず、コスト管理はどの加工方法においても、重要なポイントの一つです。品質を落とさずに、コストダウンを行うには、以下のような方法があります。
板厚と仕様の最適化
コスト管理を行う方法としては、板金筐体の図面がある場合は、板金筐体の適切な板厚と、仕様を選定する方法があります。
例えば、使用する板厚が過剰であれば材料費が増加し、逆に薄すぎると強度や耐久性に問題が生じる可能性があります。
そのため、用途に適した板厚と材料を選ぶことが重要です。
量産体制の整備
精密板金加工は、単品製作では初期費用が高く、一個当たりのコストが高くなる傾向があります。しかし、量産に移行することで、一個当たりのコストダウンを図ることができます。
同一の工程を繰り返すことによる生産効率の向上や、材料の大量購入によるコスト削減などを実現するために、量産体制の準備を行うことも重要です。
短納期実現のための工程管理
短時間で納品できるということは、それだけで大きな強みとなります。短納期を実現するためには、以下のような管理を徹底する必要があります。
工数の簡略化
製作工数の見直しと簡素化は、納期短縮の鍵となります。
複雑な工程をできるだけシンプルにすることで、生産効率を向上させ、納期を短縮することができます。
例えば、CAD/CAMシステムを活用し、設計段階から製作工程をシームレスに連携させることで、時間と工数を大幅に削減できます。
また、工程の自動化も納期短縮に寄与します。ロボット溶接や自動切断機などの最新設備を導入することで、作業のスピードと精度を向上させることが可能です。
これにより、短納期にも対応できる柔軟な生産体制を構築できます。
生産計画の最適化
生産計画の最適化を行うことも、短納期での納品をするために必要なことです。
生産計画を立てる際には、各工程の所要時間を正確に把握し、無駄のないスケジュールを組むことが重要です。
また、トラブルに対処するためのバッファタイムを設けることも、納期遵守には効果的です。
さらに、サプライチェーンの管理も重要な要素です。
材料の調達から製品の出荷までの流れを最適化し、必要なタイミングで必要な資材が確保できるようにすることで、納期遅延を防ぎます。
このような一貫した管理体制を確立することで、安定して短納期での納品を可能にします。
品質管理による不良品発生の防止
板金筐体は、外部の衝撃や振動から内部を保護する役割があるため、高い耐久性が必要とされます。また外観を構成するため、キズや歪みなどがない美しい外観も必要とされます。
高い品質を確保するには以下のポイントがあります。
最新鋭の設備・技術の活用
最新鋭の技術や設備を活用することで、高品質の板金筐体の精密板金加工を行うことが可能です。
精密板金筐体・フレームファクトリーを運営する佐藤電機製作所では、AMADA社をはじめとした最新設備を複数台導入しています。
最新鋭の設備を用いて加工する場合は、従来の設計の切断面から変更することで、コストダウンを図ることが可能な場合などもあります。このように従来の設備では、困難な加工を行うことで、品質を保ったままコストダウンをおこなうことができます。
続いて、当社の最新鋭の設備を用いて製作した板金筐体を、一部ご紹介します。
当社の板金筐体の製作事例
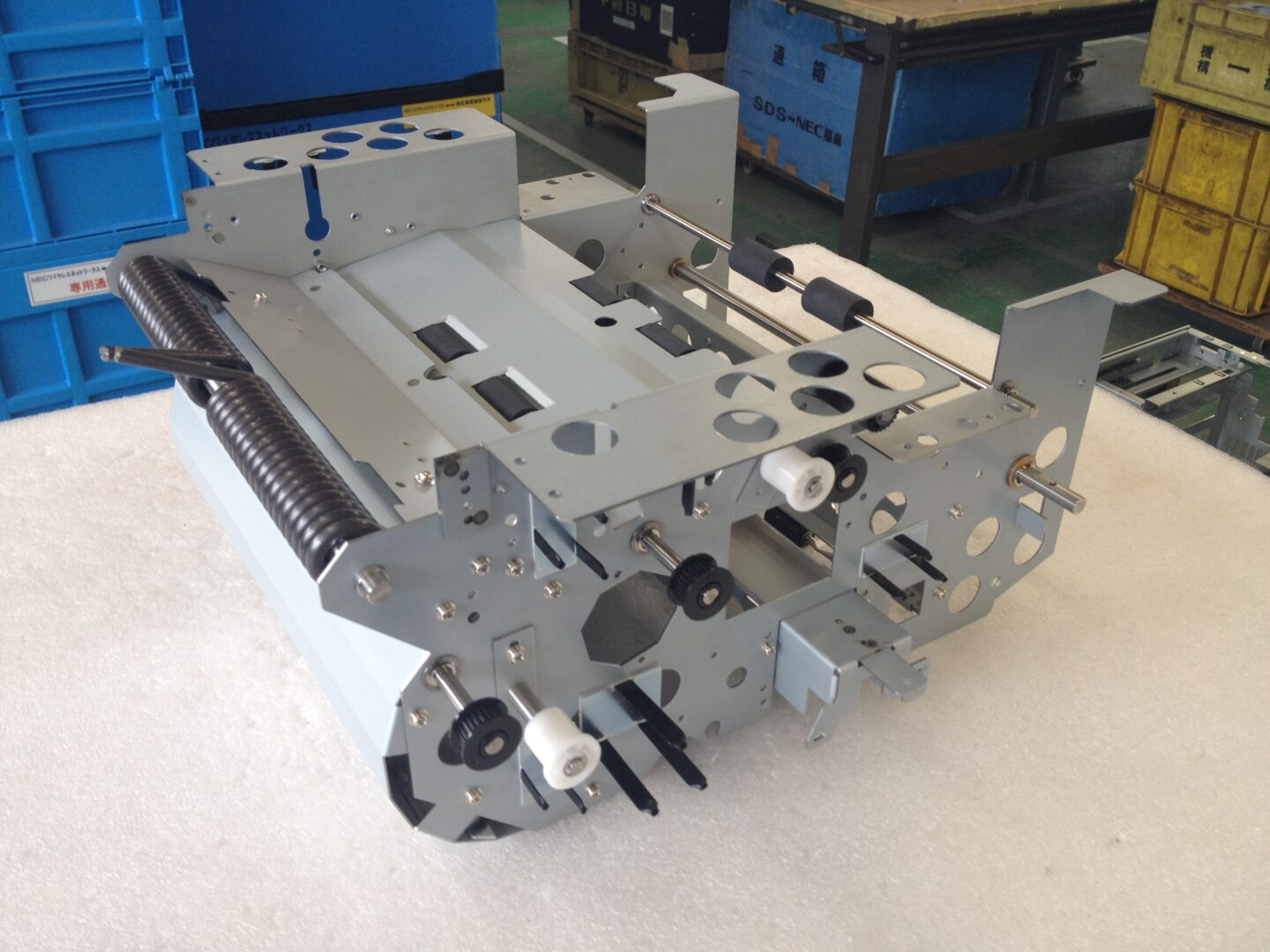
事例1 OCR板金筐体
| 製品: | 筐体 |
| 業界: | インフラ |
| 材質: | 鉄 |
| 加工工程: | 曲げ加工、組み立て |
こちらは、OCR板金筐体の製作事例になります。
上記写真からも分かるようにOCR筐体は、多くの部品で構成されています。細かい曲げ加工などの、高い技術を必要とした製作事例になります。
事例2 産業用コンピュータ板金筐体
| 製品: | 筐体 |
| 業界: | 通信 |
| 材質: | 鉄 |
| 加工工程: | NC/曲げ/組立 |
こちらは、産業用コンピューター板金筐体の製作事例になります。
こちらの筐体は、お客様の金型予算のヒアリングを行い、プレス加工と板金加工の両方を用いることで、コストを抑えて製作いたしました。
事例3 検体前処理装置板金筐体

| 製品: | 筐体 |
| 業界: | 医療 |
| 材質: | ステンレス |
| サイズ: | 1630×750×800 |
| 板厚: | 1~2 mm |
| 加工工程: | レーザー加工によるヌキ、曲げ、TIG溶接、組立、リベット締結 |
こちらは、検体前処理装置の板金筐体の製作事例になります。
医療機器である検体前処理装置は、内部に繊細な電子機器が多くあるため、精密な設計が必要でした。筐体の接合部は主にリベットが使用しており、強度が必要な箇所は溶接構造を採用しています。
ただし、全体を溶接構造にすると、歪みや作業時間増加により、コストアップなどのデメリットが発生するため、必要箇所のみリベット構造を用いて製作しております。
最後に
いかがでしたでしょうか。本記事では、筐体向けの精密板金加工の設計・製作における重要なポイントと、当社の板金筐体の製作事例を、ご紹介しました。
精密板金筐体・フレームファクトリーを運営する佐藤電機製作所では、板金筐体をはじめとした精密板金加工を得意としております。
当社が行ったVA/VE事例を掲載しておりますので、是非一度ご覧ください。
板金筐体・フレーム等の板金加工品のお悩み・ご相談があれば、一度お問い合わせください。